Cintrage Tube Rond
Cintrage Tube Rond
Le tube rond est le profil le plus cintré dans l’industrie — et paradoxalement l’un des plus exigeants à maîtriser. Sa section circulaire devient une variable à contrôler dès qu’on applique une contrainte de flexion : ovalisation, retour élastique, amincissement de paroi. Chez Ferriol-Matrat, le cintrage est réalisé sur cintreuses CN multi-têtes, du Ø 6 mm en acier hydraulique jusqu’au Ø 120 mm en aluminium structural.
Ø 6 → 120 mm
Diamètre couvert
3 procédés
Enroulement · Roulage · Poussée
± 0,1°
Précision angulaire
ISO 9001
Certifié :2015
Physique du cintrage
Ce qui rend le tube rond spécifique à cintrer
Le cintrage du tube rond mobilise trois phénomènes physiques simultanés que le calcul doit anticiper avant toute mise en fabrication.
01.
Ovalisation
La fibre extérieure est mise en traction, la fibre intérieure en compression. Cette différence de contraintes déforme la section circulaire en ellipse. Le taux d’ovalisation e = (D_max − D_min) / D_nominal × 100 est mesuré systématiquement. Ferriol-Matrat utilise un mandrin intérieur positionné au point de tangence pour maintenir la circularité pendant la déformation.
Seuil circuits sous pression
≤ 3 %
02.
Rapport D/e
Le rapport Diamètre extérieur / épaisseur de paroi est le premier paramètre à vérifier avant toute mise en fabrication. Plus il est élevé (tube à paroi mince), plus le risque d’effondrement de section est grand. En dessous de 10, le cintrage sans mandrin est possible sur acier courant. Au-delà de 25, le cintrage à chaud ou le remplissage est à étudier selon la nuance.
Mandrin obligatoire si D/e
> 10
03.
Retour élastique
Après relâchement de l’effort, le tube reprend partiellement sa forme initiale (springback). L’amplitude dépend de la limite élastique Re, du rayon de cintrage et de l’épaisseur de paroi. La compensation est intégrée dans la programmation CN — la cintreuse sur-cintre d’un angle calculé par la formule de Wahl ou déterminé empiriquement sur les premières pièces.
Retour élastique S235JR
2 → 4°

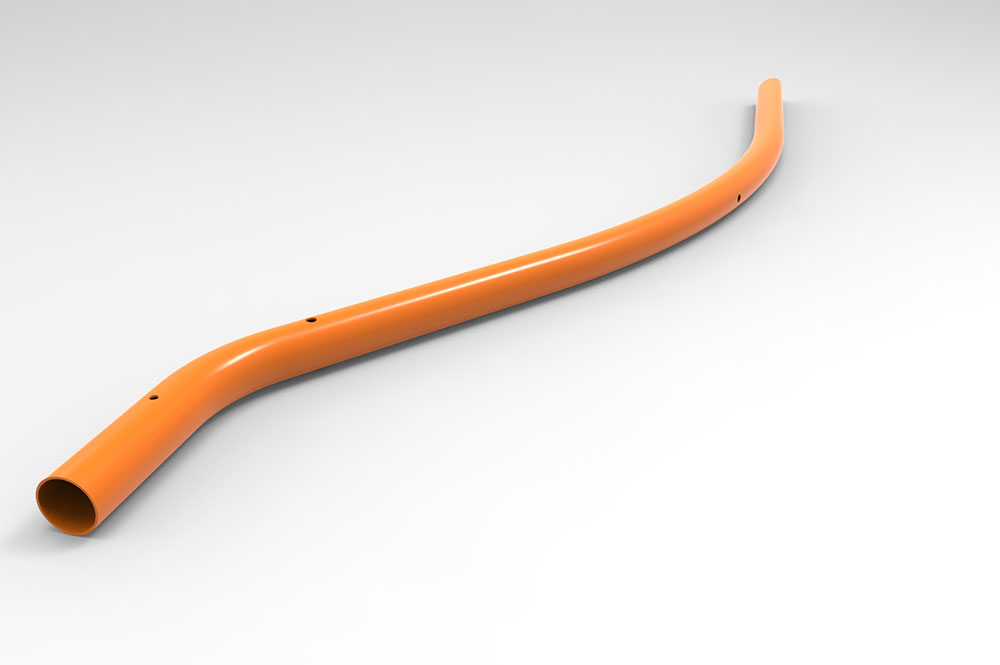
Trotinette – Enroulement CN

Chassis sécurité – Cintrage multi-rayons
Données techniques
Capacités par matériau
Ces capacités s’appliquent aux types de tubes ronds métalliques les plus courants. Le choix du procédé dépend du matériau, du diamètre et du rayon de courbure souhaité.
| Matériau | Diamètre extérieur | Épaisseur de paroi | Rayon de cintrage min. | Procédé |
|---|---|---|---|---|
| Acier S235 / S355 | Ø 6 à 88,9 mm | 1 à 8 mm | 1,5 × D | Enroulement CN |
| Acier 25CD4S | Ø 6 à 60,3 mm | 1 à 6 mm | 2 × D | Enroulement CN + mandrin |
| Inox 304L / 316L | Ø 6 à 76,1 mm | 1 à 5 mm | 2 × D | Enroulement CN + mandrin |
| Aluminium 6060 T5 / 6082 | Ø 20 à 120 mm | 2 à 8 mm | 2,5 × D | Roulage 3 galets |
* Diamètres et épaisseurs hors plage : sur étude sur demande.
Procédés industriels
Procédés adaptés au tube rond
Trois procédés couvrent l’ensemble des configurations de cintrage de tube rond rencontrées en production industrielle.
Enroulement CN
Procédé de référence pour le tube rond en petite et moyenne série. Le tube est enroulé autour d’un galet formeur dont le rayon de gorge correspond exactement au diamètre extérieur. Un contre-galet latéral et un mandrin intérieur contrôlent l’ovalisation. La programmation CNC permet des géométries multi-rayons et multi-plans en un seul cycle, sans reprise de pièce.
Ø 6 à 88,9 mm · ± 0,1°
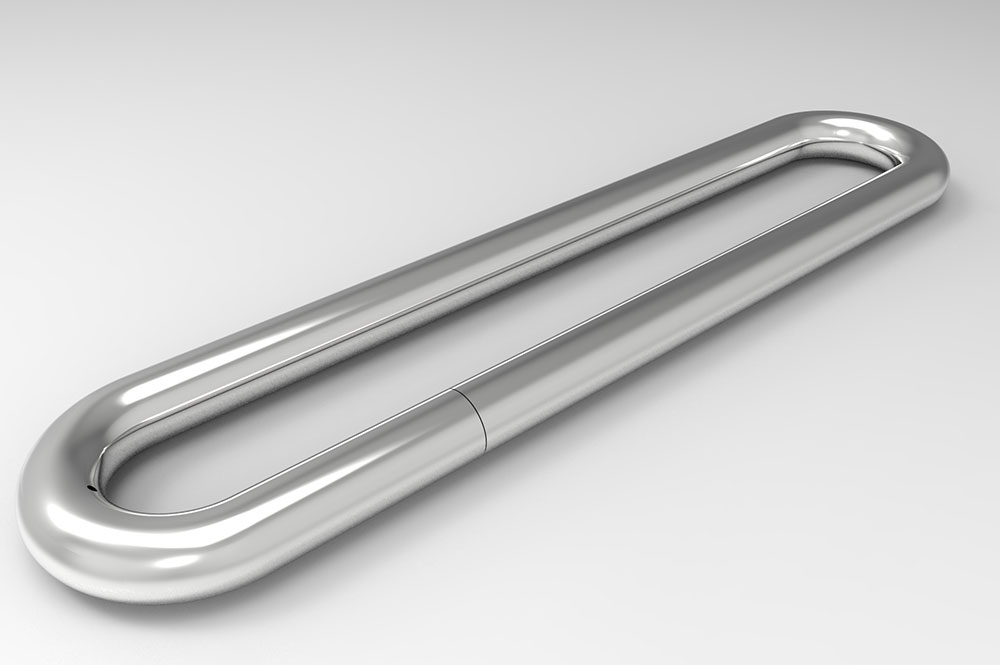
Roulage 3 galets
Adapté aux grands diamètres (à partir de Ø 40 mm) et aux grands rayons de courbure. Le tube passe entre trois galets dont la position relative détermine le rayon de cintrage. Ce procédé permet de réaliser des arcs de cercle, des spirales ou des profils en U de grand rayon en une seule passe. Particulièrement adapté à l’aluminium structural et aux structures architecturales.
Ø 40 à 120 mm · Aluminium · Grands rayons
Cintrage par poussée
Le tube est poussé axialement contre une matrice fixe profilée. Utilisé pour des rayons courts (R < 1,5 × D) sur des tubes de faible diamètre, notamment en acier hydraulique et en cuivre. Génère un léger amincissement de la paroi extérieure à prendre en compte dans les calculs de pression. Parfois combiné avec une opération de soudure pour les assemblages courts.
Rayons courts · Acier hydraulique · Cuivre
Cas d’usage
Applications typiques du cintrage tube rond
Trois secteurs illustrent des usages distincts du tube rond cintré, avec des exigences spécifiques en termes de matériau, de tolérance et de finition.

Garde-corps, rampes & sécurité
S235JR · Structure
Le tube rond est le profil de référence pour les garde-corps industriels, rampes d’accès et mains courantes. Contraintes doubles : tenue mécanique aux chocs (EN 13374) et aspect visuel régulier. Ferriol-Matrat réalise ces ensembles en acier galvanisé à chaud ou inox 304L, avec des rayons constants et des parties droites calibrées pour l’assemblage sur site.

Mobilier industriel & agencement
Aluminium 6060 T5 · Légèreté
Le tube rond aluminium 6060 T5 est très utilisé pour le mobilier professionnel et l’agencement de surfaces de vente. Sa légèreté (densité 2,7 vs 7,8 pour l’acier) et son aspect anodisable en font un matériau de choix pour les structures visibles. Ferriol-Matrat maîtrise le roulage jusqu’à Ø 120 mm avec un taux d’ovalisation inférieur à 3 %, compatible avec l’anodisage.

Structure automobile & protection
25CD4S · Haute résistance
L’acier chromé-molybdène 25CD4S est utilisé pour les arceaux de sécurité, cages et structures anti-intrusion. Sa limite élastique élevée (Re ≥ 620 MPa) impose un retour élastique important à compenser, et son soudage requiert un préchauffage à 150-200°C. Ferriol-Matrat dispose de l’outillage adapté et coordonne soudage et contrôle dimensionnel en interne.
cintrage tube d’autres formes
Autres profils de cintrage
Ferriol-Matrat cintre également d’autres sections selon les contraintes de votre projet. Chaque profil présente un comportement mécanique distinct et des exigences propres en matière d’outillage.
Rigidité
Cintrage tube carré
La section carrée offre une rigidité supérieure à section équivalente. Le cintrage exige un contrôle précis du plissement des faces intérieures et extérieures.
Portance directionnelle
Cintrage tube rectangulaire
La section rectangulaire maximise la résistance dans une direction prédéfinie. Utilisée pour les traverses de châssis, longerons de machines et structures portantes orientées.
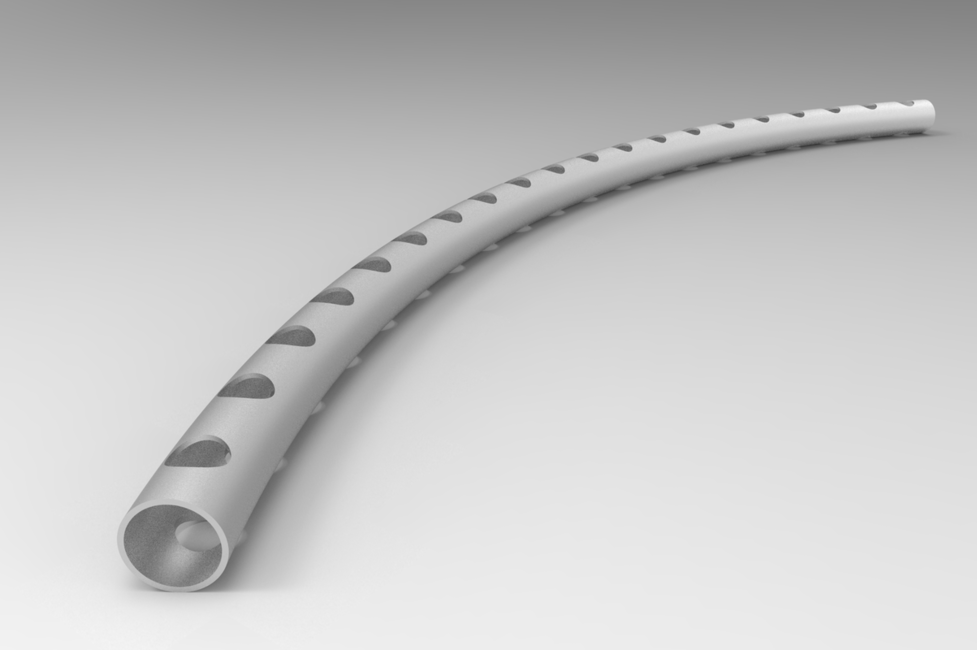
Précision & fluides
Cintrage tube petit diamètre
Ø 6 à 20 mm. Circuits hydrauliques, tubes de pilotage, lignes de fluides et instrumentation. Contrôle strict de l’ovalisation résiduelle pour l’étanchéité sous pression.
Un projet de cintrage tube rond ?
Transmettez vos plans (STEP, IGES, DXF) ou vos spécifications dimensionnelles. Nos techniciens analysent la faisabilité et vous répondent sous 48h.
Questions fréquentes